

今回は、「FAと制御機器のイメージ」についての説明です。
1.初めに
FAって聞いたことありますか?
[Factory Automation]の略称で、工場の自動化、つまり工場での商品の生産工程を機械に任せて自動化しましょうという試みです。
元々人手を利用して行っていた作業を機械化することにより、人的ミス削減・人件費削減・作業効率の上昇・安全性向上といった効果を出すことを目的としています。
加工・組立・検査などのラインをイメージしてもらえば良いですね。
人の手じゃないと不可能なものもありますが、主に流れ作業は人である必要がないですからね。
FA化において重要になってくるのが制御機器です。
センサやリレー、PLCといったものです。
この記事では、『FAにおいてどのような制御機器が用いられているか』について簡単に触れていこうと思います。
それぞれ詳しい説明は別の記事としてまとめてからリンクで飛ばす形にしたいと思いますので、ご了承ください。
2.制御機器の分類
制御機器は、厳密には入力機器・制御機器・出力機器の総称です。
それぞれの役割を簡単に書くと以下のようになります。
入力機器
⇒対象の状態を確認する。センサ等。
制御機器
⇒対象を制御する信号を送る。リレー、タイマー、カウンタ等。
出力機器
⇒対象に働きかける。表示灯、モーター等。
それぞれどんなモノがあるのか、どんな役割をしているかについて順番に触れていきます。
3.入力機器とは?
入力機器と言うとイメージがしづらいですが、次の項で触れる制御機器相手に情報を渡すものだと考えてください。
つまり、制御機器から見た入力信号を送ってくる機器=入力機器です。
入力機器には、操作用スイッチ、検出用スイッチ、センサなどがあります。
現場の作業者が操作するスイッチのこと。
何か問題があった時に強制停止させる非常停止スイッチ(EMERGENCYと書いてある赤いボタン)なんかがイメージしやすいですね。
工場に行けば必ずどこかしらにあります。
所謂押しボタンスイッチです。
非常停止スイッチの場合、押したら電源を遮断するb接点を使用しています。
その辺りの詳しい話は、別途まとめている記事を参照してください。

FAライン上の機械の動きにより動作するスイッチのこと。
例えば、物体が近づいてきたらそれを検出して停止させるというような使い方をされています。
もっと具体的なものだと、ドンキーコング64で設計図をゴールデンバナナと交換してもらう時のあの謎の機構は検出用スイッチを多く使用していますね(笑)
マイクロスイッチやリミットスイッチという括りがありますが、ここでは詳しく触れません。
情報をデータに変換して出力する装置のこと。
言葉で説明するとわかりづらいですが、イメージはできている人が大半だと思います。
夜中に人が近づいてきたら自動でライトが点く、万引きしたらゲートで警告音が鳴るなど、日常生活の至る所に使用されていますね。
万引きは日常生活ではないけどさ。
センサには以下のようなものがあります。

センサのやっていることはある意味では検出用スイッチと同じです。
この2つの違いは、実際に接点が切り替わっているかどうかという点です。
検出用スイッチは機械的に接点が切り替わるものですが、センサはトランジスタの高速スイッチング動作を利用することで回路を入り切りしているので機械的に接点が切り替わりません。
その為、センサの方が応答が高速で且つ寿命が長いです。
4.制御機器とは?
入力機器から受け取った情報を基に出力機器を動作させる装置です。
制御機器には、リレー、タイマ、カウンタ、温調器、PLCなどがあります。
接点のON/OFFを切り替えて電気回路の接続状態を切り替えます。
機能的にはスイッチと同じです。
スイッチは接点を物理的に動かしますが、リレーはコイルを励磁して電磁石の力によって接点を切り替えます。
コイルと接点は絶縁されているので、コイルの動作用電源はAC100Vから取っているけど接点部はDC3.3Vの信号が通っているといった使い方をしても問題ありません。
DC24V駆動・DC48V駆動・AC100V駆動などタイプは多々ある為、使用時はデータシートをよく見ましょう。
言葉でわかりづらい場合は実際に動かしてみるといいですよ?
ガワが透明なリレー(OMRON製のMY2Nシリーズなど)のリレーを動作させると、『バチンッ』という音と共に接点が動く様が見れます。
詳しくは以下の記事にまとめてあります。
入力機器から信号を受け取るとタイマ(計時部)が始動して、一定時間経過後に接点のON/OFFを切り替えます。
名前通りタイマとして機能するわけです。
構造はリレーにタイマ(計時部)が追加されたものとなっています。
入力機器から受け取った信号を計測し、規定回数に達したら出力機器へ信号を送信します。
数をカウントするからカウンタですね。
例えば、商品がベルトコンベアで流れてきて規定個数をカウントしたらまとめて移動して箱詰めするといったFA要素として利用されます。
厳密には温度調節器です。
名前通り、物体の温度を調節する為の機器です。
対象の温度を測定し、設定値に近づくように温度を調整してくれます。
Programmable Logic Controller(プログラマブルロジックコントローラー)、略してPLCです。
あらかじめ決められたプログラムに則り動作するコントローラーです。
プログラムというと難しく感じますが、端的に言うと入力機器から取り込んだ情報によって出力機器をどう動作させるか指定しているだけです。
このプログラムはユーザーが自分で設定・変更可能です。
PLCのプログラムはラダー図を用いて記述されます。
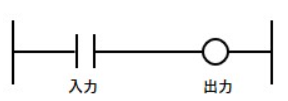
とても単純なラダー図を描くとこんな感じになります。
このラダー図は、入力機器がONになった時に出力機器がONになるというものです。
人が近づいてきたらセンサ(入力)から信号が送られて灯りが点く(出力)といった動作をするわけです。
PLCには内部リレー、タイマ、カウンタなどの機能も付いています。
5.出力機器とは?
出力機器と言うとイメージがしづらいですが、前の項で触れた制御機器から情報を渡されて動作するものだと考えてください。
つまり、制御機器から見た出力信号を送る先の機器=出力機器です。
出力機器には、表示灯、モータ、ヒータなどがあります。
機器の状態を表す灯りです。
機器が正常な場合は緑点灯、エラーが発生した場合は赤点灯になる表示灯はよく見かけます。
そういう意味では信号も表示灯みたいなものなのかな…?
モノを運んだり、ロボットアームを動かしたり、「動かす」ことには大体モータが使用されています。
マネキンの手を動かしたり、瞬きをさせたりという動きもモータで可能です。
サーボモータ、パルスモータ、リニアモータ、DCブラシレスモータなど種類は非常に多いです。
もちろん個々に特徴があるので、用途に合わせて使い分ける必要があります。
単純な積載量や最高速度とかならカタログを見れば載っています。
熱を発生させる装置。
制御機器の温調器と併せて使うと温度の調整ができる。
ここまで説明した制御機器などを組み合わせてFA化がされています。
ちょっとした使用例を踏まえて簡単に書いてみたので、FAについて学び始めた人達の足懸かりになってくれると幸いです。
以上、「FAと制御機器のイメージ」についての説明でした。
